
|
Абразив |
Динамическое прокалывание |
Запаздывание |
Силикоз |
|
Скорость подачи абразива |
DXF файл |
Толщина реза |
Ламели |
|
Абразивная струя |
DWG файл |
Жесткий предел |
Мягкий предел |
|
Аттеньюатор |
Аварийная остановка |
PSI |
Зазор |
|
ГАР |
Травление |
Ввод/Вывод |
Статичное прокалывание |
|
Размытие |
Скорость подачи |
Обрабатываемость |
Переходы |
|
Перемычки |
Крепление |
Mesh |
Конусность |
|
CAD / CAM / САПР |
Фокусирующая трубка |
Мультипликатор |
Смещение инструмента |
|
Ванна |
Обледенение |
Nesting software |
Переходы |
|
CNC |
Песок |
Сопло водяное |
Триплексный насос |
|
Резка по общей линии |
G-Код |
Сопло |
Сверхвысокое давление |
|
Насос прямого действия |
Обратный удар |
Прокалывание |
Резка чистой водой |
|
Угол уклона |
Жесткая вода |
Резка чистой водой |
Настил ячеистый |
|
Качество реза |
Ноль |
Качество |
Индикаторное отверстие |
|
Модель резки |
IGES файлы |
Обратный осмос |
|
Абразив
Режущий материал абразивной струи. Обычно используется гранатовый песок. Дополнительную информацию можно найти в разделе «Абразивные материалы».
Скорость подачи абразива
Скорость поступления абразива в режущую головку. Обычно абразив добавляется со скоростью до 500 грамм в минуту. Вы можете оценить влияние скорости подачи на производительность резки с помощью калькулятора резки.
Абразивная струя
Струя воды с добавлением абразива. Используется для резки практически всех твердых материалов, таких как металл, камень или стекло.
Аттенюатор
Аттенюатор - это сосуд высокого давления, который поддерживает ровное выходное давление потока воды, компенсируя пульсацию, создаваемую тактами мультипликатора. Аттенюатор также называется гидроаккумулятором или гасителем пульсаций.
ГАР
Акроним от словосочетания «гидроабразивная резка».
Размытие
Нежелательная эрозия на участках детали, обычно в нижней части внутренних углов. Размытие обычно вызывается слишком быстрым или слишком медленным движением при прохождении поворотов.
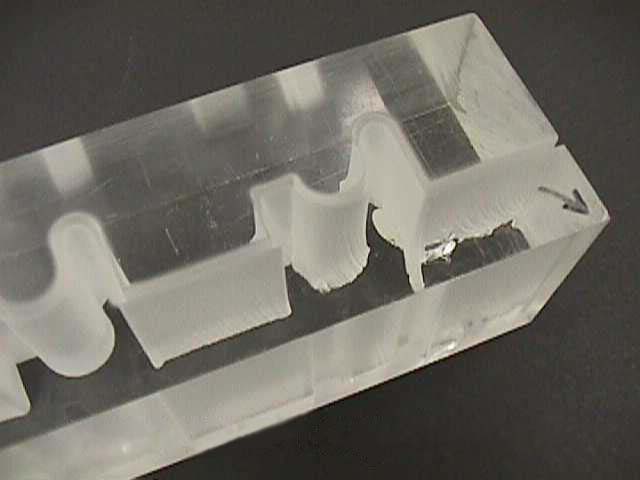
Деталь из оргстекла с размытием по углам
Компенсация размытия - ключевая особенность, которая отличает различные технологии управления. Плохая компенсация может привести к медленному резанию и низкому качеству деталей, в то время как правильная компенсация значительно увеличивает скорость и качество реза. Компенсация размытия происходит с помощью тщательного контроля скорости резания, наклона режущей головки или сочетания того и другого.
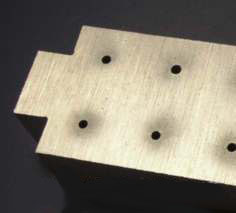
Перемычки
При изготовлении нескольких небольших деталей, чтобы они не встали на ребро или упали в ванну, можно соединить их перемычками. После резки детали вынимаются из станка и разделяются вручную.

6 деталей с перемычками.
CAD / CAM / САПР
Computer Aided Design. Системы автоматизированного проектирования. CAD - это программное обеспечение для создания чертежей деталей. CAM - это автоматизированное производство, а программное обеспечение CAM используется для создания траектории движения инструмента. Часто программное обеспечение CAD и CAM для удобства включается в один и тот же программный пакет.

Программное обеспечение CAD / CAM, разработанное специально для гидроабразивной резки.
Ванна
Резервуар с водой под режущей головкой, предназначенный для рассеивания струи воды и гашения её энергии. Также используется для накопления отработанного абразива.
CNC
Акроним от «Computer Numerical Control». В переводе на русский язык – ЧПУ (Числовое Программное Управление). Стойка ЧПУ - это компьютер, который управляет движением обрабатывающего инструмента, используя G-код.
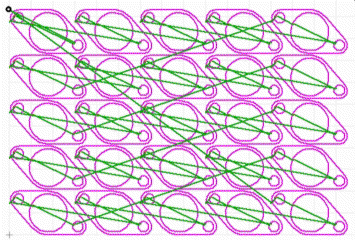
Резка по общей линии
Резка по общей линии используется при изготовлении нескольких деталей, когда одним движением вырезается сразу две детали. Преимущество заключается в экономии времени. Недостатком является сложность программирования и уменьшение точности реза, в отличие от резки каждой детали по отдельности.
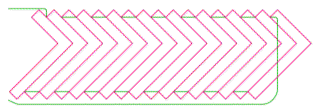
Пример траектории резки нескольких L-образных деталей по общей линии. (зеленые линии - это переходы)
Насос прямого действия
Тип насоса, в котором давление создается плунжерами, приводимыми в движение коленчатым валом.

Типичный насос прямого действия с приводом от коленчатого вала мощностью 20/30 лошадиных сил.
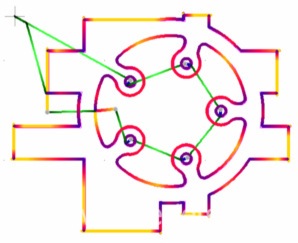
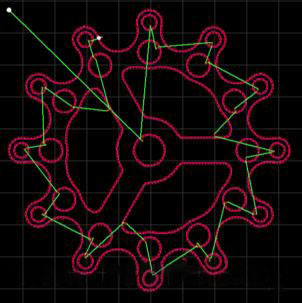
Качество реза
Термин, используемый для обозначения желаемого качества обработки детали. Качество «1» - грубая, высокоскоростная резка, а качество «5» - очень плавная и высокоточная операция
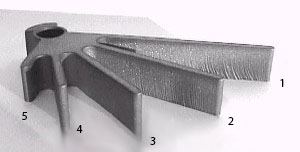
Различные уровни «Качества». В этой конкретной детали каждый «Палец» вырезался одинаковое время.
Модель резки
Схема того, как станок будет вести себя при резке. Модели резки используются для прогнозирования момента замедления и компенсации эффекта конусности.
Предварительный просмотр детали для гидроабразивной резки, где цвет означает скорость, рассчитанную моделью для изготовления детали с высокими допусками за минимальное время.
Угол уклона
Угол, вызванный Конусностью.
Динамическое прокалывание
Способ прокалывания материала путем медленного движения режущей головы по мере того, как начинает подаваться водоабразивная смесь.
DXF файл
Drawing Exchange Format. Это формат графических файлов, определенный AutoDesk, Inc., который предназначен для использования в качестве общей платформы для обмена файлами чертежей САПР между различными системами ПО.
DWG файл
Файл чертежа AutoCAD. Официальная спецификация для этого формата файла является собственностью корпорации AutoDesk, что затрудняет совместимость с ней сторонних поставщиков ПО.
Аварийная остановка
Экстренная остановка. Кнопка, нажатие которой останавливает работу станка в случае возникновения чрезвычайной ситуации.
Травление
Используется для разметки материала, не разрезая его насквозь. Обычно это достигается за счет снижения давления, уменьшения скорости подачи абразива или увеличения скорости резки.

Пример травления
Скорость подачи
Скорость, с которой движется режущая голова.
Крепление
Фиксация разрезаемого материала на режущем столе во время обработки. На установках ГАР крепление может состоять только из грузов, чтобы материал не всплывал.
Обледенение
Вылетающие из фокусирующей трубки абразивные частицы создают обледенение на поверхности разрезаемого материала. Обычно это происходит на краях реза или вокруг точки прокалывания. Обледенение также может произойти, когда струя воды отскакивает от решетчатого настила.
Обледенение, вызванное процессом прокалывания
Гранатовый песок
Самый популярный абразив, используемый в гидроабразивной резке. Имеет оптимальную твердость, чтобы разрезать широкий спектр материалов и не портить при этом фокусирующие трубки.
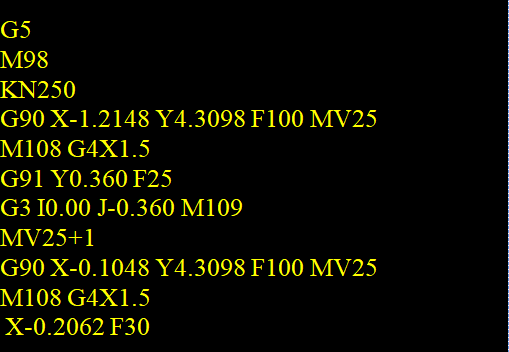
G-Код
Хотя G-Code не идеально подходит для точной гидроабразивной резки, он является наиболее популярным языком программирования для использования в станках с ЧПУ. На рисунке ниже показан пример G-кода.
Жесткий предел
Жесткий предел — это крайнее положение режущей головы станка, которое не позволяет ей двигаться дальше в заданном направлении. Он необходим для предотвращения выхода машины за ее физические пределы.
Смотри Мягкий предел.
Жесткая вода
«Жесткая» вода — это вода с большим количеством растворенных в ней минералов, обычно кальция и магния. Поскольку вода является отличным растворителем, она растворяет небольшое количество минералов, просачиваясь сквозь камни и почву. По мере увеличения содержания минералов увеличивается и жесткость воды. Жесткая вода имеет тенденцию оставлять после себя минеральные отложения, которые требуют частой очистки или замены трубопровода ВД, фильтров и водяных сопел.
Ноль
«Ноль» — это точка координат, которая определена либо в программном, либо в аппаратном обеспечении в качестве точки отсчета.
IGES файл
Формат файла для обмена данными чертежей САПР между различными системами ПО.
Мультипликатор
Тип насоса высокого давления, в котором для создания высокого давления используется гидравлика.

Насос мультипликаторного типа Ingersoll Rand SL-IV мощностью 50 л.с. Гидравлический силовой агрегат находится внизу (синий), а мультипликатор вверху (серебристый).
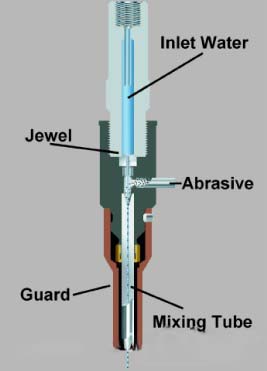
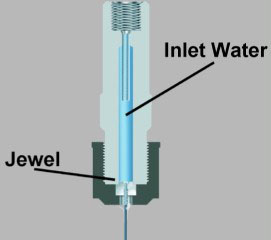
Сопло водяное
Отверстие, через которое выходит вода, образуя режущую струю. Обычно сопла состоят из стального корпуса, в который запрессован или вклеен корунд, обычно изготовленный из сапфира, рубина или алмаза.

Водяное сопло.
Запаздывание
По мере того, как режущая головка перемещается по материалу, который она режет, место, где струя выходит из материала, будет отставать от места, где она входит в материал. Это отставание называется «Запаздывание».

Струя, двигаясь горизонтально, отстает в нижней части реза. Вот почему так важно снижать скорость подачи при входе в поворот. Замедление позволяет хвосту наверстать упущенное, что приводит к более прямому углу резки.
Толщина реза
Ширина режущей струи. Обычно ширина реза для абразивной струи составляет от 0,50 до 1,5 мм в зависимости от диаметра внутреннего канала фокусирующей трубки. Без использования абразива рез получается тоньше, обычно от 0,13 до 0,4 мм.
Обратный удар
В момент увеличения скорости движения режущей головы на выходе из поворота струя иногда «рикошетит». Это может привести к заваливанию внутренних углов. Современные контроллеры помогают уменьшить это влияние, правильно регулируя скорость или наклон режущей головы.
PSI
Pounds per Square Inch. Фунты на квадратный дюйм. 1 PSI = 0,069 Бар
Ввод/Вывод
Ввод — это область на траектории резки, которая используется для подготовки струи для вхождения в основную часть детали или элемента. В то время как струя воды проходит через ввод, давление воды увеличивается до рабочего и вмешивается абразив. В конце ввода струя режет полностью, не оставляя ненужных следов или рубцов на самой детали. Точно так же выход происходит в конце детали или элемента, где абразив отключается, а давление воды снижается.
Обрабатываемость
Число, используемое для обозначения того, насколько легко станку гидроабразивной резки обрабатывать данный материал. Иногда его называют «индекс резки».
Mesh
Фракция абразива, более высокое число означает более мелкий абразив. Mesh указывает на количество отверстий сетки на 1 линейный дюйм (25,4 мм). В большинстве случаев в гидроабразивной резке используется абразив фракцией 80 mesh, но для прецизионной резки может использоваться более мелкий абразив 120 mesh.
Фокусирующая трубка
Иногда называют абразивным соплом или смесительной трубкой. Это трубка из чрезвычайно твердого материала, которая фокусирует абразив и воду в когерентный луч для резки. Обычно производится из карбида вольфрама.

Nesting software
Программное обеспечение для раскроя используется для оптимального размещения множества различных деталей на одном листе материала.
Сопло
Соплом может называться как водяное сопло (рубин, сапфир, алмаз), так и абразивное (фокусирующая трубка).
Обратный осмос
Метод фильтрации воды, при котором вода пропускается через мембрану, оставляя за ней все примеси. Качество воды очень важно для бесперебойной работы станка, срока службы водяных сопел и почти всех деталей насоса и режущей головы, поскольку примеси могут повредить компоненты, работающие под высоким давлением.
Силикоз
Силикоз — заболевание легких, вызванное вдыханием пыли, содержащей свободный диоксид кремния. Мелкие частицы пыли проникают глубоко в легкие, где происходит замещение кислорода кровью. В результате легкие не могут быть очищены с помощью кашля. После происходит воспаление, приводящее к образованию рубцовой ткани вокруг частиц кремния, что еще больше снижает емкость легких.
Силикоз – это необратимое состояние, которое не лечится. Лечение заключается в избавлении от симптомов и предотвращении дальнейшего повреждения легких. Смерть часто наступает от вторичной инфекции, такой как туберкулез.
Никогда не используйте абразивы, содержащие диоксид кремния, такие как кварцевый песок, так как это может привести к силикозу.
Ламели
Опоры, используемые для поддержки обрабатываемого материала. Обычно они изготавливаются из нержавеющей стали и располагаются на расстоянии примерно десяти сантиметров друг от друга. Ламели считаются одноразовыми, так как во время работы станка они режутся струей, выходящей из материала.

Заготовка, расположенная на ламелях

Ламели, подлежащие замене
Когда струя разрезает деталь, она проходит через материал и прорезает опорные планки. Из-за узкой формы ламели струя проходит часть пути вниз, а затем отскакивает в сторону и не прорезает планку насквозь. Выработанные ламели можно переставлять в реже используемую область стола или переворачивать вверх ногами. В конце концов ламели разрежутся пополам, после чего их необходимо заменить.
Мягкий предел
Мягкий предел — это ограничение области движения режущей головы, определяемое программным обеспечением как граница движения, за которую станок не может выходить. Обычно он используется для определения области резки, в которой головка может двигаться ни с чем не сталкиваясь.
См. жесткий предел
Зазор
Расстояние между концом фокусирующей трубки и поверхностью материала называется «зазором» и обычно составляет около 1 мм. Если зазор слишком мал, то смесительная трубка будет забиваться. Потребуется останавливать станок, прочищать трубку и сушить дозатор подачи абразива. Если зазор слишком большой, режущая струя будет сильно расходиться на конус, вследствие чего эффективность и точность резки будут снижены.
Статичное прокалывание
Метод пробивки материала, при котором режущая струя включается, а затем остается неподвижной до тех пор, пока материал не будет пробит. Это очень медленный способ прокалывания, но он подходит для тонких материалов, которые прорезаются быстро. Он также позволяет прокалывать материал на минимальном зазоре и является единственным вариантом для прокалывания очень маленьких отверстий.
Конусность
Конусность - это разница между верхним и нижним профилями реза, вызванная взаимодействием режущей струи и материала. На конусность влияет скорость резки, толщина и твердость материала.
Смещение инструмента
Расстояние, на которое режущая голова смещается от желаемой траектории, чтобы учесть толщину реза, создаваемую режущей струей.
Переходы
Перемещение режущей головки станка без подачи воды и абразива. Переходы используются для перемещения режущей головки в положение для резки.
Типичная деталь для гидроабразивной резки. Красные линии представляют области резки, а зеленые - переходы.
Триплексный насос
Тип насоса прямого действия, в конструкции которого используются три плунжера, приводимые в движение коленчатым валом.
Сверхвысокое давление
Термин для описания экстремальных давлений, используемых при гидроабразивной резке. Обычно давление колеблется от 20000 фунтов на квадратный дюйм (1379 бар) до 100000 фунтов на квадратный дюйм (6895 бар). Большинство насосов ограничено давлением 60000 PSI (4137 бар) из-за усталости металла во всех узлах высокого давления.
Резка чистой водой
Струя воды под давлением выходит из небольшого отверстия водяного сопла с высокой скоростью. Резка происходит с помощью воды без добавления в нее абразива. Используется для резки мягких материалов, таких как пенопласт, резина, ткань, бумага и т.д.
Настил ячеистый
Полиэтилен высокой плотности прямоугольной формы, используемый вместо решетчатого настила для поддержки материала.
Индикаторное отверстие
Небольшое отверстие, просверленное в видимых частях компонентов высокого давления, чтобы обеспечить безопасный выход воды в случае утечки через изношенные уплотнения или резьбы.

Режущая голова. Жёлтая стрелка указывает на индикаторное отверстие.